Sample Fabric
Design analysis
Machine Selection
Machine Setting for
the Required Design
Knitting of the Fabric
Conform Required
Quality
Withdraw the Rolled Fabric and Weighting
Inspection
Delivery

Types
of Raw Materials….

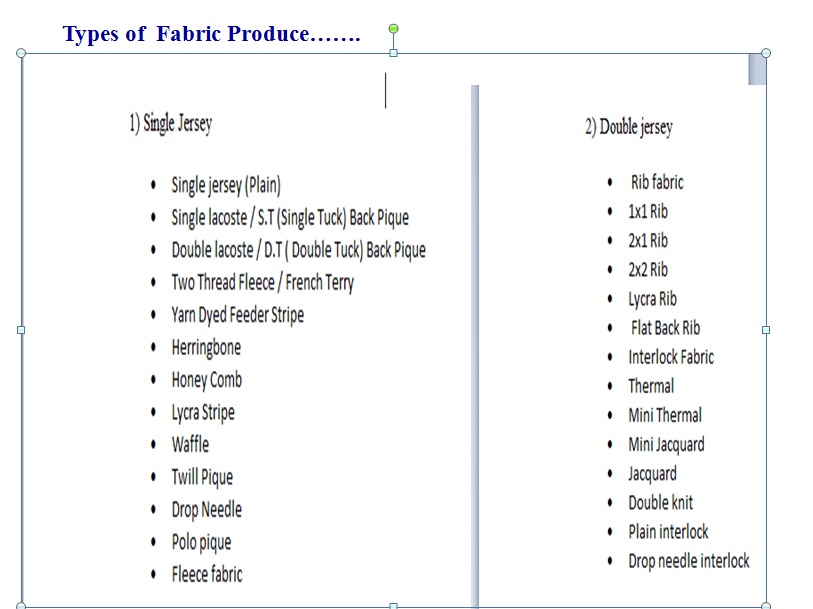
Types of fabric
Machine
Description

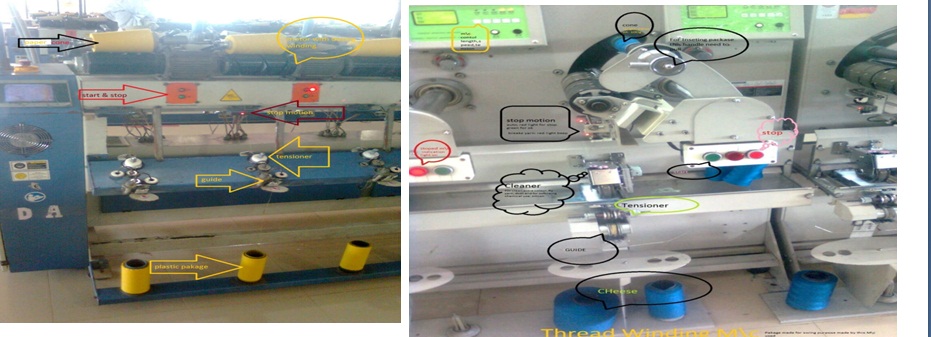
DIFFERENT PARTS & THEIR FUNCTION
OF CIRCULAR KNITTING MACHINE:


Creel: Creel is a part of knitting
machine. Here yarn package are store and ready to feed in the machine.
VDQ pulley : It control the quality of the
product. Altering the position of the tension pulley changes the G.S.M. of the
fabric. If pulley moves towards the positive direction then the G.S.M is
decrease. And in the reverse direction G.S.M. will increase.
Pulley belt: It control the rotation of the MPF
wheel.
Brush: It clean the
pulley belt.
Tension disk: It control the tension of the
supply yarn.
Inlet &Outlet stop motion: It stops the machine when yarn
breaks.
Yarn guide: It helps the yarn to feed in the
yarn feeder.
Feeder ring: It is a ring where all feeders are
placed together.
MPF: It gives the positive feed to the
m/c.
Feeder: It helps yarn to
feed into the m/c.
MPF wheel: It control the speed of the MPF.
Needle: It helps the yarn to create a loop
and by this way fabric are produced
Needle Track: Where all needle are placed
together in a decent design.
Sinker: It helps to loop forming, knocking
over & holding down the loop.
Cam: It is a device which converts the
rotary m/c drive into a switable reciprocating action for the
needles & other elements
Sinker ring: It is a ring where all sinkers are
placed together.
Lycra attachment: lycra is placed here & feeding to the
m/c.
. Lycra stop motion: It stops the m/c when the lycra
is break.
Cam box: Where the cam are set horizontally.
Inverter: It
is the heart of the circular knitting m/c. It control the speed of the m/c.
. Cylinder/Dial: Needle track are situated here.
Screen: It is a digital screen which show
the all m/c information & we can give command to the m/c.
Cylinder balance: It helps the cylinder to set in a
proper alignment.
WPI: Wales per inch is called WPI.
CPI: Course per inch is called CPI.
Needle
calculation:
◊ Single jersey
circular knitting machine needle = ∏DG
◊ Rib/Inter lock
/Double jersey circular knitting machine needle
= ∏DG×2 (two needle
bed is here)
◊Single bed flat knitting m/c’s
needle = width× gauge
◊ V bed flat
knitting m/c’s needle = 2× width× gauge
Here, D = cylinder
diameter ,G = Machine gauge ,Needle pitch = 1/G.
◊ GSM: Grams per square meter of the fabric are called GSM.
◊ GSM = {WPI× CPI × (39.37)2×stitch length
(mm) ×Tex /1000× 1000} g/m2
◊ Stitch density = (WPI × CPI) inch-2
= (WPC ×CPC) cm-2
◊ No of sinker = No of needle
◊ No Wales =No of needle
◊ No of course = No of feeders
=No of yarn (per
revolution of cylinder)
◊ Course per minutes = No of feeders
×cylinder rpm
◊ Course length = yarn required for
each course.
= No of needle ×
stitch length
◊ Fabric width = wale spacing ×Total
no of Wales
= (1/WPI ×No of Needles)
inch
= (No of Needles/WPI×
39.37) meter
- For single
jersey fabric = (∏DG/WPI×39.37)
meter (open width)
=(∏DG/WPI×39.37)
meter/2(Folded/Tubular width)
- For double
jersey fabric = (2 × ∏DG/WPI×39.37)
meter (open width)
= (2×∏DG/WPI×39.37)
meter/2(Folded/Tubular width).
◊ Fabric Length =Course spacing ×Total course pr hour
= {(Feeder× cylinder
rpm× 60)/CPI} inch/hour
= {(Feeder× cylinder rpm× 60)/CPI ×39.37} m/hour

Typical
Parameter For Knit Fabric:

Sample Design& Cam Arrangement





—1. By increasing m/c speed:
Higher the m/c speed faster the movement of
needle and ultimately production will be increased.
—2. By increasing the number of feeder:
If the number of feeder is increased in the
circumference of cylinder, then the number of courses will be increased in one
revolution at a time.
—3. By using machine of higher gauge:
The more the machine gauge, the more the
production is. So by using machine of higher gauge production can be increased.
—4. By imposing automation in the m/c:
a) Quick starting & stopping for
efficient driving system.
b) Automatic m/c lubrication system for
smoother operation.
c) Photo electric fabric fault detector
—5. By imposing other developments:
a)Using creel-feeding
system.
b)Applying yarn supply
through plastic tube that eliminates the possibilities of yarn damage.
c)Using yarn feed
control device.
d)Using auto lint
removal.